首钢京唐中厚板4300毫米产线节支降耗效果显著
首钢京唐公司秉持绿色发展理念,扎实推进碳达峰碳中和工作,强化“炼钢—连铸—轧钢”一体化生产管控模式,将提高热送热装率作为降本增效的一项常态化工作,不断降低生产成本,提高生产组织管理水平。
板坯热装热送是指板坯在热状态下装入加热炉,充分利用板坯余温,减少热量损失,达到加热炉节能降耗和缩短加热时间的效果,有利于降低生产成本,提高生产效率。热装热送是集生产计划编制、钢水冶炼、连铸、铸坯输送、加热轧制和调度管理等一系列技术为一体的综合节能技术,需要各部门联动协调推进。今年2月份,首钢京唐制造部、钢轧作业部、中厚板事业部成立了热装热送攻关团队,制订了提升热装热送率的短期、中期和长期目标。攻关团队通过热装热送一体化排产设计,提高连铸机浇铸计划兑现率,动态调整中厚板4300mm轧机换辊节点等措施,实现热送板坯装炉最大化。9月份,首钢京唐中厚板4300mm产线板坯热装率达到55.77%,创历史最高水平。
该攻关团队利用热装热送周例会、日计划平衡会等平台,建立协同联动机制,通报现场情况,协调检修计划,平衡热坯配送,汲取集体智慧共同做好热装热送生产组织、制预计划制订等工作,抓好工序计划协同。攻关团队探索板坯库低库存运行模式,通过优化堆垛位置,提高板坯的周转效率,确保板坯切割后尽快入炉轧制,从而实现板坯库物流模式优化,最终降低库存量、减少长流程行车吊运及堆垛、提高热装热送比率。
团队成员紧密合作,从合同到出钢再到轧制,环环相扣、协同攻关,积极探讨极致产能要求下的生产模式。
首钢京唐制造部强化产品生产周期管理,在合同结构、品种规格的合理排产等环节进行了严密组织和精细管理。各部门技术人员协同配合,通过优化成分及炼钢连铸工艺,逐步降低下线钢种比例,减少炼钢过程异常下线量。该部通过采取精细管理、工艺优化等措施,进一步放宽了包括钢种过渡、宽度反跳、厚度过渡等方面对计划编制的限制,为热装率的提升提供了坚实支撑。该部李广双优化生产组织方式,将工作细化到人、计划细化到班,深挖原有工作模式中存在的潜力,规避不必要的热装热送损失。
该公司钢轧部不断优化生产工艺,改进操作,开展板坯质量缺陷专项攻关,提高板坯实物质量,通过优化钢种成分,降低品种钢浇铸缺陷率,减少热送板坯下线坯量,为热装板坯创造了条件。裂纹敏感性强的钢种在热装热送过程中极易出现钢板表面热裂纹,限制了热装热送比例的提升,成为困扰业界的技术难题。该公司钢轧作业部谢翠红积极推进在线淬火箱工艺技术,摸索厚板坯不同断面不同钢种的离线堆冷时间、入炉温度、钢板表面质量之间的关系,合理控制不同品种钢堆冷时间,今年3月至9月份实现含Nb、探伤合同产品热装共计35.2万吨。同时,谢翠红以提高连铸恒定拉速率为突破口,积极分析改善过程异常点,全面保证钢坯表面及内部质量满足要求。3月至9月份实现44.5万吨的板坯热装,原料性质量降级品率为0.48%,探伤合格率达到99.61%以上。
该公司中厚板事业部优化部分品种钢轧制工艺,降低冷板坯装炉比例。该部采取通过每日定期梳理热坯库存结构、在库时间等措施,及时协调临界温度板坯的计划编制和装炉时机,持续降低了下线热坯的堆冷比例。该部生产技术室霍常浩将原先的“一天一换辊”计划调整为匹配生产热装计划,增加柔性换辊次数,最大限度提高轧机工作效率,提高热坯入炉效率。4300mm作业区职工精心操作、精益维护,常态化开展生产计划的优化,梳理工艺制度、减少轧制间隙,加快轧制节奏,聚焦影响轧制效率的重难点问题,不断提升生产稳定性和生产效率。设备工程室狠抓设备功能精度管理,利用日修、定修等时间加强设备隐患消缺处理,保障热装热送物流畅通,生产稳定顺行。
这个攻关团队经过共同努力,攻克制约热装率提升的各个瓶颈,实现热送率源头管控。2021年1月至9月份,首钢京唐中厚板4300毫米产线比去年热装率提升50%,累计节约煤气2900万立方米,增效1045万元。
相关推荐
-
 金网信息发布三季报业绩报告 实现营业收入7868.81万元
金网信息发布三季报业绩报告 实现营业收入7868.81万元 -
 蓝贝股份发布资产抵押公告 拟抵押房产申请银行贷款
蓝贝股份发布资产抵押公告 拟抵押房产申请银行贷款 -
 凯云发展发布公告 拟向关联方转让全资子公司股权
凯云发展发布公告 拟向关联方转让全资子公司股权 -
 鸿丰小贷发布提示性公告 股东持股情况发生变动
鸿丰小贷发布提示性公告 股东持股情况发生变动 -
 龙芯中科科创板IPO申请恢复审核 财务资料需补交
龙芯中科科创板IPO申请恢复审核 财务资料需补交 -
 科创板三季报收官 企业研发投入持续加码
科创板三季报收官 企业研发投入持续加码 -
 阿特斯回复科创板二轮问询 重点关注同业竞争等八个
阿特斯回复科创板二轮问询 重点关注同业竞争等八个 -
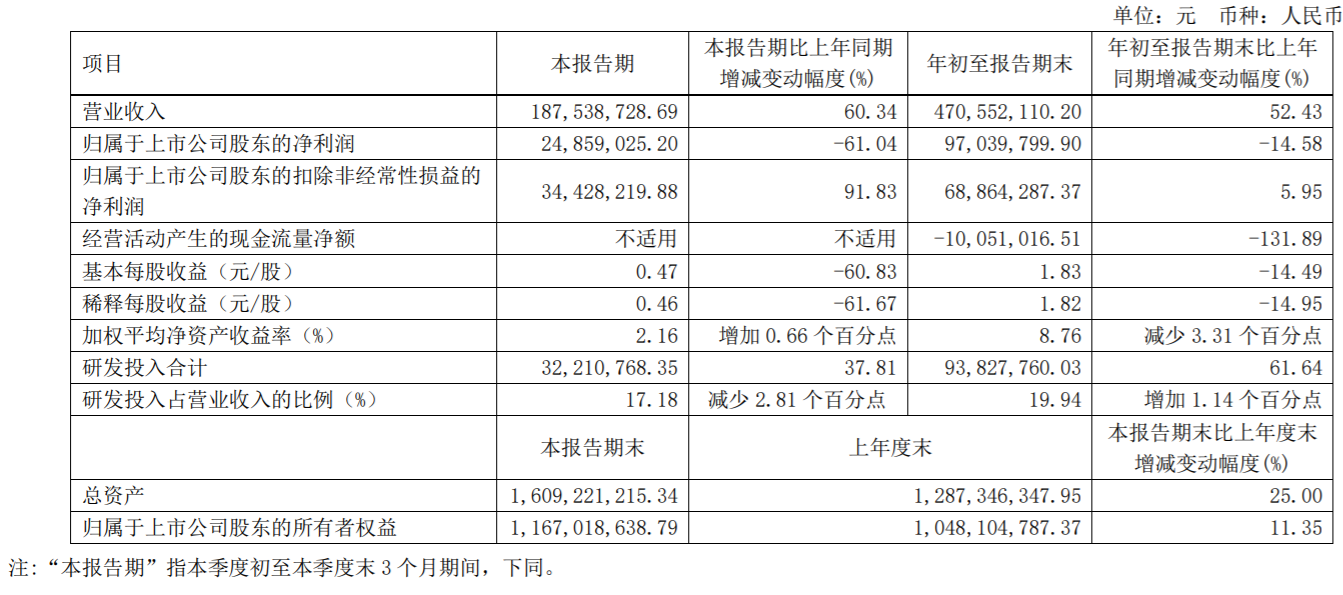 安集科技披露三季度报告 营收同比增长60.34%
安集科技披露三季度报告 营收同比增长60.34% -
 中自科技股价走下坡路 三季度亏损超600万
中自科技股价走下坡路 三季度亏损超600万 -
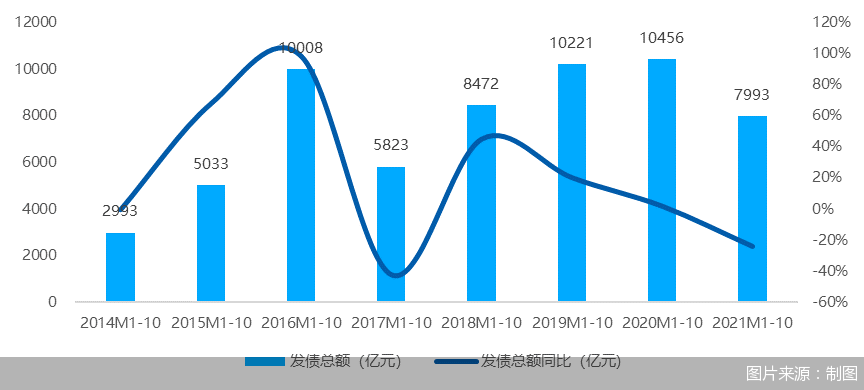 前10月房企境内外债券融资累计约7993亿元
前10月房企境内外债券融资累计约7993亿元 -
 券商资管产品三季报披露 金科股份被大力增持
券商资管产品三季报披露 金科股份被大力增持 -
 新华扬科创板IPO新进展 IPO申请获上交所问询
新华扬科创板IPO新进展 IPO申请获上交所问询 -
 中兴通讯与联创汽车签署合作备忘录 加速“软件汽车
中兴通讯与联创汽车签署合作备忘录 加速“软件汽车 -
 港交所披露最新权益资料 沈南鹏接连减持美团股份
港交所披露最新权益资料 沈南鹏接连减持美团股份 -
 百胜中国发布2021财年三季报 净利润同比下降18.64%
百胜中国发布2021财年三季报 净利润同比下降18.64% -
 无人机科创板IPO进入“已问询” 拟募资16.40亿元
无人机科创板IPO进入“已问询” 拟募资16.40亿元
热点图集
-
 首钢京唐中厚板4300毫米产线节支降耗效果显著
首钢京唐中厚板4300毫米产线节支降耗效果显著 - 玉柴成立燃料电池系统合资公司
- 上海发文支持燃料电池汽车产业发展
- 内蒙古盈源煤炭运销有限责任公司玉川煤矿技术改造项
- Mysteel午报:钢价涨跌互现,期钢弱势下行
- 4日热卷期货午盘4647跌1.42%
- 4日期螺午盘4255跌1.75%
- 4日热卷期货午盘4647跌1.42%
- 4日期螺午盘4255跌1.75%
- 兰格研究:钢企盈利难改收缩局面
- 湖北鄂州集中签约21个项目,总投资111亿元-网
- 运城稷山县四季度重点工程集中开工,总投资13.62亿-网
- 爱仕达:金属炊具智能制造基地技改项目通过验收
- 深康佳A:公司正在积极发展半导体相关业务
- 内蒙古通过第二轮输配电价改革持续降低企业用能成本
- 国家矿山安全监察局关于加强煤矿井下人员位置监测管