长钢无间隔喂钢程序提高轧制效率
来源:互联网 • 2021-12-31 10:34:37
近日,长钢轧钢厂棒材生产线成功应用“头顶尾无间隔喂钢程序”,使每支钢坯的间隔时间缩短了0.8秒。该技术成功应用后,轧制效率明显提高,各规格钢坯每小时过钢量比原来增加3支以上,年可创效400余万元。
工艺技术人员先后对加热炉步进梁动作周期、出钢节奏,以及钢坯之间的轧制距离进行认真分析研究,优化步进梁升降和平移动作周期,周期平均用时33—34秒;改变控制出钢信号(出炉辊道热检),将出炉辊道热检位置向西(出炉口)处偏移45度,检测距离移动1.5米,提前触发出钢信号,加快出钢速度;编制自动飞剪碎断程序,以降低出钢节奏的不稳定性……一系列的操作、改进,精准控制了钢坯之间的间距。钢坯间的间隔时间由原来的2.3秒,缩短到现在的1.5秒,生产节奏和轧制效率大幅提升。
相关推荐
-
 钢厂复产预期较强 焦炭市场表现分化
钢厂复产预期较强 焦炭市场表现分化 -
 进口蒙煤原煤价格暂稳 焦煤供给仍有收紧
进口蒙煤原煤价格暂稳 焦煤供给仍有收紧 -
 坑口煤价延续跌势 动力煤市场供需两弱
坑口煤价延续跌势 动力煤市场供需两弱 -
 国内动力煤市场稳中下行 采购补库情绪偏弱
国内动力煤市场稳中下行 采购补库情绪偏弱 -
 环渤海港口市场煤价格下跌 月底现货探底
环渤海港口市场煤价格下跌 月底现货探底 -
 国内钢材市场价格延续跌势 进口铁矿石价格小幅下行
国内钢材市场价格延续跌势 进口铁矿石价格小幅下行 -
 热卷市场价格上涨 “双焦”期货跌逾4%
热卷市场价格上涨 “双焦”期货跌逾4% -
 铁矿石2205合约低开震荡 螺纹钢价格普遍下跌
铁矿石2205合约低开震荡 螺纹钢价格普遍下跌 -
 国内钢材市场普遍下跌 铁矿石现货价格震荡偏弱
国内钢材市场普遍下跌 铁矿石现货价格震荡偏弱 -
 上游四季度铜矿进口增长明显 沪铜市场供应偏紧
上游四季度铜矿进口增长明显 沪铜市场供应偏紧 -
 国内动力煤现货价格明显下跌 优质资源依旧紧缺
国内动力煤现货价格明显下跌 优质资源依旧紧缺 -
 螺纹钢2205合约偏空交易 周产量环比下降
螺纹钢2205合约偏空交易 周产量环比下降 -
 华东螺纹钢产量维稳 供给持续利多钢价
华东螺纹钢产量维稳 供给持续利多钢价 -
 铁矿港口持续累库 空成材多铁矿策略可继续持有
铁矿港口持续累库 空成材多铁矿策略可继续持有 -
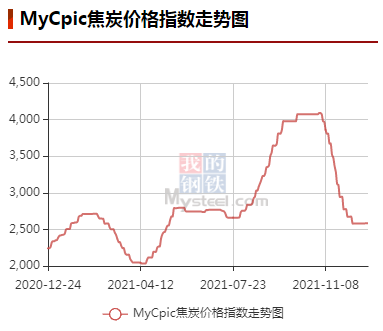 焦炭供应端继续收紧 下游钢厂需求恢复
焦炭供应端继续收紧 下游钢厂需求恢复 -
 山钢股份莱芜分公司新旧动能转换项目一期工程收官
山钢股份莱芜分公司新旧动能转换项目一期工程收官
热点图集
-
 长钢无间隔喂钢程序提高轧制效率
长钢无间隔喂钢程序提高轧制效率 - 12.31中钢网期货早报:需求走弱,预计期螺弱势调整。
- 朝阳钢铁积极落实鞍钢集团主要领导调研要求“铁焦联
-
 专注品质发展,提升入住体验
专注品质发展,提升入住体验 - 31日唐山迁安地区及卢龙地区钢坯稳报4270。仓储现货
- 常州市委副书记梁一波:预计2021年全市新能源汽车及
- 创维集团PCB产业基地项目开工
- 30日夜盘期螺2205:4282跳空低开 今早低位横盘
- 30日夜盘热卷期货2205:4425低开震荡 今早弱势盘整
- 2021年北向资金爆买4000亿 这些个股被大幅加仓
- 港股公告精选|小米回购股份;中国中车Q4签订合同金
- “蔚小理”的年终总结与新年展望
- 李书福2022年新年致辞:围绕汽车行业电动化、智能化
- 中金:新能源车产业链春耕行情将至
- 理想北京工厂2023年投产;CATL签57GWh合同;特斯拉
- Apple肩负着将AR/VR设备推向通用型硬件 关注元宇宙